- Chemical and Thermal Characteristics of Heat Transfer Oil
- Industrial Applications: Where Reliability Is Essential
- Main Challenges in Handling Heat Transfer Oil
- Safety and Risk: Why the Pump Is a Critical Element
- CDR’s Answer: The UTS EVO Heat Transfer Oil Pump
- UTS EVO: Materials, Magnetic Drive, and Performance
- Performance, Maintenance, and Return on Investment
In high-temperature industrial plants, thermal control is the most important element of the entire production process. Consequently, the management of the heat transfer fluid requires highly technological and reliable solutions—designed to last over time and to minimize operational risks that may be caused by leaks, failures, or malfunctions. In this area of the process industry, the heat transfer oil pump is therefore one of the most stressed components of the entire system: it ensures the correct circulation of the thermal fluid inside the circuit, keeping the process stable even under severe working conditions. Moreover, it operates continuously at high temperatures, with fluids whose behavior varies depending on operating conditions.
Thanks to its long-standing expertise in handling critical fluids and complex industrial applications, CDR Pompe has developed specific solutions such as UTS EVO, a magnetic-drive pump designed to meet the needs of high thermal intensity industrial sectors.
Choosing the right pump involves a series of technical parameters, including materials, sealing systems, environmental safety requirements, and long-term operating cost reduction.
Chemical and Thermal Characteristics of Heat Transfer Oil
Heat transfer oil is a thermal fluid formulated for heat transfer in closed circuits, generally composed of highly refined mineral bases or synthetic mixtures with high thermal stability. Chemically, these oils are designed to resist oxidative and thermal degradation, maintaining their properties even at operating temperatures between 150 °C and over 300 °C, depending on the type. In summary, they do not evaporate even at these high temperatures.
One of the main features of heat transfer oil is its ability to operate at high temperatures without generating high pressures, unlike water or steam. However, this thermal stability does not eliminate operational risks. Even a small leak of hot heat transfer oil can be dangerous: contact with surfaces or personnel can cause severe burns, and leakage into the environment may contaminate the soil and trigger fire hazards, especially if the oil meets hot surfaces or ignition sources.
From a system perspective, heat transfer oil also has a viscosity strongly dependent on temperature, with high viscosity when cold and lower viscosity at operating conditions. This behavior requires the use of a heat transfer oil pump designed to ensure safe start-ups, constant flow rates, and chemical compatibility with the fluid, avoiding degradation, carbonization, or mechanical stress on internal components.
Industrial Applications: Where Reliability Is Essential
Heat transfer oil is widely used in industries where precise temperature control is essential for production. Even more than in other contexts, selecting the right heat transfer oil pump directly affects safety, process quality, and operational continuity.
Main application sectors include:
Chemical Industry
Used in reactors, distillation columns, and heat exchangers, where constant temperatures are essential to ensure controlled reactions and products that meet specifications. In these systems, leaks or flow interruptions can compromise the entire process.
Pharmaceutical Industry
Plants requiring strict safety and control standards, with thermal circuits used for dryers, reactors, and continuous production systems. Pump reliability is crucial to avoid contamination and downtime.
Food Industry
Used for heating tanks, heat exchangers, and production lines, for example in the processing of oils, fats, or high-viscosity products. Here the heat transfer oil pump must ensure hygiene, continuity, and zero leakage.
Energy Production and Industrial Thermal Plants
Systems for heat storage and distribution in complex facilities, where heat transfer oil is used as the primary energy transfer medium.
Main Challenges in Handling Heat Transfer Oil
Managing heat transfer oil presents several technical challenges that must be addressed already at the plant design stage. Selecting an inadequate heat transfer oil pump can result in operational issues, safety risks, and high maintenance costs.
Key challenges include:
High Operating Temperatures
Pumps must run continuously at high temperatures, using materials and components designed to prevent deformation, loss of tolerances, and internal component degradation.
Variable Fluid Viscosity
The significant changes in viscosity with temperature make cold start-ups complex and require hydraulic designs that adapt to different operating conditions.
Long-Term Chemical Stability
Oil degradation may generate residues and deposits that compromise pump efficiency and circuit safety.
Operational and Environmental Safety
Hot oil leaks can cause fires, environmental damage, and risks to personnel, making reliable sealing systems and zero-emission solutions essential.
Maintenance Cost Reduction
Continuous-operation plants require pumps designed to reduce wear and optimizing total cost of ownership.
Safety and Risk: Why the Pump Is a Critical Element
For all the reasons above, solutions that eliminate mechanical seals under pressure—the most vulnerable leakage point—have become a reference standard for highrisk plants. Prevention, early diagnosis, and containment (drainage systems, safety basins, temperature and level sensors) are mandatory practices combined with the correct choice of heat transfer oil pump.
CDR’s Answer: The UTS EVO Heat Transfer Oil Pump
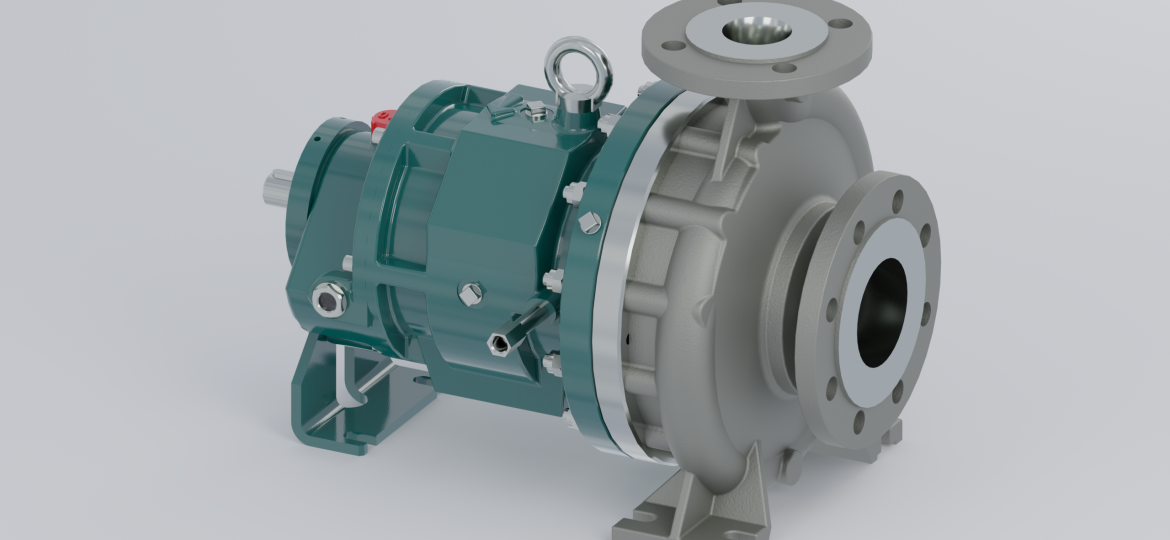
The UTS EVO by CDR Pompe is designed as a magnetic drive pump that directly addresses these challenges. It is a range of pumps engineered for continuous 24/7 operation, available in bare-shaft or monobloc versions, built with selected materials and optimized hydraulic geometries for viscous fluids and high temperatures; the range is certified for design temperatures up to +300 °C.
Typical applications include chemical, pharmaceutical, and food plants, thanks to its robustness, hermetic sealing, and customizability according to process needs.
UTS EVO: Materials, Magnetic Drive, and Performance
The UTS EVO integrates in a single solution the main requirements for a heat transfer oil pump: AISI materials for the casing and key components, an internal magnetic core sized to ensure torque even with high-viscosity fluids, and a containment shell that fully isolates the hydraulic circuit from the external environment.
The magnetic-drive system eliminates the need for mechanical seals, drastically reducing the risk of hot fluid leaks. The design incorporates internal cooling channels to dissipate heat produced by friction and eddy currents, and a drilled shaft that promotes lubrication/cooling of the bushings.
This architecture provides two immediate advantages:
- Superior operational reliability with fewer shutdowns for maintenance or inspection
- Lower maintenance costs and TCO over the medium to long term, thanks to fewer wear parts and easier refurbishment
From a regulatory and safety standpoint, the UTS EVO is suitable for applications requiring hermetic sealing and zero emissions, while ensuring competitive hydraulic performance and customization options.
Performance, Maintenance, and Return on Investment
By using suitable materials, magnetic drive technology, and a design intended for continuous service, the UTS EVO reduces both scheduled and unscheduled interventions and lowers overall operating costs. For companies, this translates into lower operational risk, better thermal cycle control, and a return on investment based not only on purchase price but on the entire pump lifecycle.
Why Choose CDR Pompe
CDR Pompe supports the supply of each centrifugal pump with thorough correct selection, , and system design, as well as post-sales services and specific spare parts.
For those selecting a heat transfer oil pump, the recommended approach is evaluating the hydraulic curve, material compatibility, temperature limits, and the presence of magnetic-drive hermetic solutions: UTS EVO offers concrete answers to all these requirements.